Cięcie laserowe jest „królewską klasą” wśród procesów cięcia. Jako globalny dostawca i doświadczony producent systemów cięcia dla przemysłowej obróbki metali, Messer Cutting Systems wyznacza standardy w zakresie precyzji i bezpieczeństwa. Dzięki naszym maszynom do cięcia laserowego ELEMENT L oraz FIBERBLADE GU można ciąć blachy przy niezwykle wysokiej gęstości mocy oraz z najwyższą precyzją techniczną.
Maszyny do cięcia laserowego od wyspecjalizowanych dostawców, takich jak Messer Cutting Systems, są wykorzystywane w wielu gałęziach przemysłu metalowego – od przemysłu spożywczego po przemysł stoczniowy. Niezależnie od tego, czy chodzi o małe serie czy produkcję masową: cięcie laserowe z wykorzystaniem systemów od doświadczonego producenta jest energooszczędne i efektywne materiałowo.
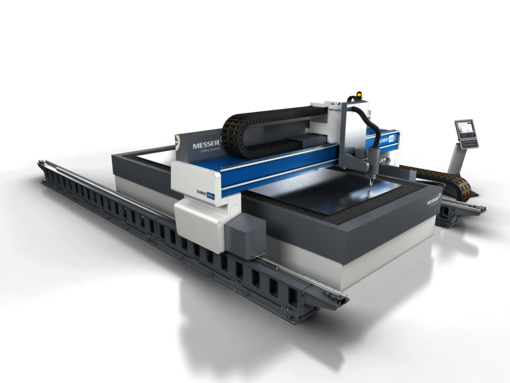
Nasze maszyny do cięcia laserowego umożliwiają cięcie, znakowanie oraz wiercenie w blachach dowolnych kształtów – od stali nierdzewnej i stali konstrukcyjnej po aluminium. Nasza maszyna FIBERBLADE GU jest szczególnie odpowiednia do pionowego cięcia blach w standardowych formatach. Precyzyjne cięcie faz do przygotowania wszystkich typowych kształtów spoin spawalniczych, a także inne operacje obróbcze, można wykonać na maszynie ELEMENT L w jednym procesie.
Jako wieloletni producent i globalny dostawca rozwiązań do cięcia laserowego, zoptymalizowaliśmy nasze systemy tak, aby zapewnić Państwu wyraźne przewagi konkurencyjne.
Kontakt
Messer Cutting Systems Polska Sp. z o.o.
ELEMENT 400 L 20mm Bevel Cutting with Oxygen
Wszystkie zalety w skrócie
Wykorzystując proces cięcia laserowego można ciąć najszerszą gamę materiałów, w szczególności:
- stal miękka
- stal nierdzewna
- aluminium
Oznacza to, że można obrabiać i ciąć na wymiar każdy materiał powszechnie stosowany w przemyśle. W zależności od procesu i materiału, możliwe są grubości blach od 0,1 do 50 mm. Dzięki temu maszyny do cięcia laserowego mogą być stosowane do szerokiego spektrum właściwości materiałów, co czyni cięcie laserowe najbardziej elastycznym procesem cięcia w przemyśle.
Przy ognisku lasera wynoszącym około 0,2 mm, wycinarka laserowa tnie wyjątkowo precyzyjnie. Materiał jest przy tym naprężany termicznie tylko lokalnie, a szerokość cięcia jest niewiele większa niż szerokość wiązki laserowej. Dzięki temu straty materiału są minimalne, a cięcie może być wykonywane z bardzo drobnymi i skomplikowanymi konturami. Oznacza to, że cięcie laserowe jest elastyczne i ma szerokie zastosowanie.
Niezależnie od zastosowanego procesu, maszyny do cięcia laserowego działają z wysoką precyzją i bez dużych strat materiału. Materiał w szczelinie cięcia topi się lub odparowuje bardzo szybko i całkowicie podczas cięcia, dzięki czemu praktycznie nie występują odkształcenia ani powstawanie żużla. Zapewnia to precyzyjne i cienkie krawędzie cięcia, które w większości przypadków nie wymagają obróbki wykańczającej.
W przypadku cięcia laserowego materiał jest poddawany obróbce termicznej wyłącznie lokalnie, bezpośrednio na krawędzi cięcia. Dzięki temu, w przeciwieństwie do innych procesów, materiał jest poddawany niewielkim naprężeniom termicznym, co pozwala na jego ochronę i zapobiega jego odkształceniom i uszkodzeniom.
Cięcie laserowe odbywa się bezkontaktowo – materiał jest cięty wyłącznie wiązką lasera. Dzięki temu maszyna tnąca nie zużywa się w kontakcie z materiałem, a blacha nie ulega odkształceniu ani uszkodzeniu.
Żaden proces cięcia nie jest w stanie objąć 100% wszystkich zadań cięcia. Nasze wycinarki laserowe umożliwiają połączenie wielu procesów w jednym urządzeniu. Dzięki temu można wykonać wszystkie zadania cięcia w jednej operacji, oszczędzając czas, koszty i miejsce. W ten sposób można na przykład łączyć cięcie laserowe i plazmowe lub łączyć inne wiertarki i szlifierki precyzyjne.
Nasze rozwiązania w zakresie transportu materiałów pozwalają zmaksymalizować wykorzystanie maszyn dzięki automatyzacji. Są modułowe i można je konfigurować indywidualnie, dostosowując do Państwa potrzeb. Pozwala to na efektywniejsze projektowanie procesów produkcyjnych. Dodatkowo, mikromostki między wyciętymi elementami a ramą na odpady optymalizują transport. Te mostki można łatwo usunąć później. Głównym celem jest poprawa niezawodności planowania i optymalizacji dla firm zajmujących się obróbką blachy.
Nasza specjalność: lasery światłowodowe
Maszyny do cięcia laserowego z technologią lasera światłowodowego, oferowane przez Messer Cutting Systems jako innowacyjnego dostawcę, zapewniają liczne korzyści. Systemy te są bardzo mało wymagające pod względem konserwacji i charakteryzują się wysoką wydajnością, ponieważ promień lasera jest prowadzony przez kabel światłowodowy i nie wymaga skomplikowanych regulacji.
Jako producent tych systemów przykładamy dużą wagę do ich wszechstronności. Ponadto lasery światłowodowe zapewniają wysoką dokładność wykonania elementów oraz niewielkie wprowadzanie ciepła do materiału – dzięki czemu są wyjątkowo efektywne.